在实际应用中,不同的场景对防腐管道的性能、材质和规格有着不同的要求。正确选用合适的防腐管道,对于保障管道系统的稳定运行、延长管道使用寿命以及降低成本至关重要。

随着科技的飞速发展和各行业对管道输送要求的不断提高,防腐管道领域也在持续创新,涌现出一系列新技术,展现出诸多令人瞩目的发展趋势。

防腐管道的施工与维护是确保其长期稳定发挥防腐性能、保障管道系统安全运行的关键环节。只有严格遵循科学的施工流程和有效的维护方法,才能让防腐管道真正实现其应有的价值。

能源领域作为现代社会运转的动力源泉,其稳定运行至关重要。在石油、天然气等能源的开采、输送与储存过程中,防腐管道扮演着不可或缺的关键角色

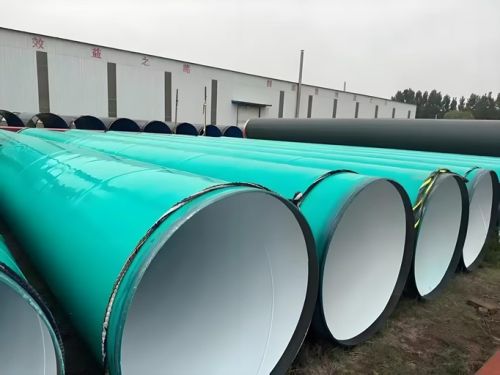
卓越的耐腐蚀性能是防腐管道的核心优势。通过在管道表面精心构建各类防腐涂层,如环氧煤沥青涂层、聚乙烯涂层、环氧树脂涂层等,这些涂层如同致密的防护铠甲,将管道与外界的腐蚀性介质,如土壤中的酸碱物质、空气中的有害气体、输送介质中的化学物质等彻底隔绝。这极大地减缓了管道的腐蚀速度,使得管道的使用寿命得以大幅延长。相比普通管道,防腐管道的使用年限可延长数倍甚至更多,有效减少了频繁更换管道带来的高额成本

首先是环氧煤沥青防腐管道。它的涂层由环氧树脂、煤沥青、固化剂和防锈颜料构成。环氧煤沥青的优势十分显著,它具有高强度,能承受一定的外力冲击;绝缘性能良好,可有效阻止电流对管道的腐蚀作用;同时具备出色的耐水、耐热、耐腐蚀介质和抗菌性能。这使得环氧煤沥青防腐管道在水下管道以及长期处于潮湿、有腐蚀性土壤环境中的金属结构防腐方面表现出色。施工时,采用冷涂工艺,操作安全,所需机具较少,相对降低了施工难度与成本。

防腐管道通过在钢管表面施加防腐涂层来发挥作用。涂层如同给管道穿上一层防护服,将管道与外界腐蚀性介质有效隔离。常见的防腐涂层有环氧煤沥青涂层,它由环氧树脂、煤沥青等组成,具备高强度、良好绝缘性、耐水耐热及抗腐蚀介质等特性
日常维护定期检查外观,查看有无腐蚀、变形、焊缝开裂。每月用涂层测厚仪检测防腐涂层厚度,及时修补破损处。定期测量壁厚,监控腐蚀速率,超警戒值采取修复或更换措施

选型时,依工程压力、温度、介质等确定材质。低压流体选 Q235 等普通碳素钢;中高压、复杂环境选低合金高强钢;腐蚀介质用不锈钢。依据流量、流速确定管径,参考相关标准与公式计算,保证输送能力。根据压力、温度计算壁厚,考虑安全系数,确保强度。

SSAW 钢管市场前景广阔,需求持续增长。能源领域,全球油气资源开发与输送,推动长输管道建设,对 SSAW 钢管需求攀升。新兴能源如页岩气开发,带来新机遇。市政建设中,城市扩张与基础设施升级,给排水、供热管网建设,增加对 SSAW 钢管需求。

与直缝埋弧焊管(LSAW)相比,SSAW 钢管焊缝呈螺旋状,长度更长,在承受环向应力时,应力分散更好。但 LSAW 钢管焊缝短,焊接缺陷概率相对低,在高压、高风险输送场景应用较多。SSAW 钢管因采用带钢,成本低于 LSAW 钢管(后者用中厚板)

SSAW 钢管质量控制严格,原材料把控是源头。对每批钢带,检测化学成分,确保碳、硅、锰等元素含量符合标准;测试力学性能,如拉伸、冲击试验。对不合格原料坚决退回,从根源保障质量。
公司:河北省盐山县城南工业开发区
国内业务咨询电话/传真:0317-6165555
国际业务咨询电话/传真:0317-6165555
E-mail:sales@zzglpipe.com